時間:2018-05-09 10:50:44來源:網絡轉載
前言
近幾十年來伴隨著微電子技術和計算機技術的飛速進步,使伺服技術的發展突飛猛進。在機械、設備等相關領域各種運動部件的速度控制、運動軌跡控制都是依靠各種伺服系統來完成的。因此在全自動上蓋機的快速提升和高速水平移動兩個運動軌跡的控制設計上均采用了先進的數字交流伺服控制系統,保證實現生產要求的速度和控制精度。
全數字交流伺服控制的含義
所謂全數字交流伺服系統即系統所有的控制調節全部采用大規模數字集成電路作為系統的核心控制芯片,實現交流伺服系統的位置、速度和電流環的全數字化控制,通過數字處理技術由軟件控制算法來完成,直接輸出脈寬調制信號驅動功率放大器對伺服電機進行控制,完成系統的控制任務。
全數字交流伺服系統的控制機理
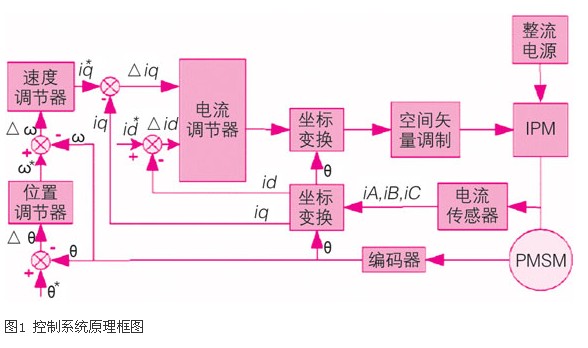
以交流永磁同步電機為控制對象,控制系統采用基于數字信號處理器ms320f2812(dsp)為核心的全數字伺服系統為例,其伺服系統采用位置環、速度環和電流環三閉環控制。其中,位置環實現精確的位置控制,速度環實現快速跟蹤,電流環采用電壓空間矢量脈寬調制(svpwm)控制算法實現快速動態響應,以獲得優良的控制性能。驅動器控制系統原理如圖1所示。
全數字交流伺服控制系統的系統組成
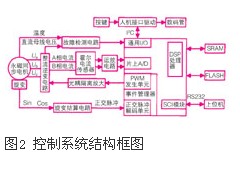
系統硬件主要由以dsp為核心的主控單元、功率放大和保護單元、電流反饋檢測單元、旋轉變壓器解算單元、故障檢測單元以及人機接口單元等部分組成。如圖2所示。旋轉變壓器與編碼器的作用相同,都為系統的反饋裝置。電機控制專用dsp芯片兼有高運算速度和單片機的強控制能力,它的出現為電機控制系統的全數字化提供了硬件支持。dsp擁有兩個專用于電動機控制的事件管理器(eva和evb),系統充分利用了事件管理器提供的資源,使設計大為簡化。
全自動上蓋機控制系統的概況
根據現有生產的要求上蓋機的正常運行速度應達到每小時600桶以上,最大速度應達到650桶。
上蓋機的機械形式為旋轉連續供蓋,在儲倉轉盤停止時,操作人員可以批量的為空倉進行上蓋。基本動作框圖如圖3所示。
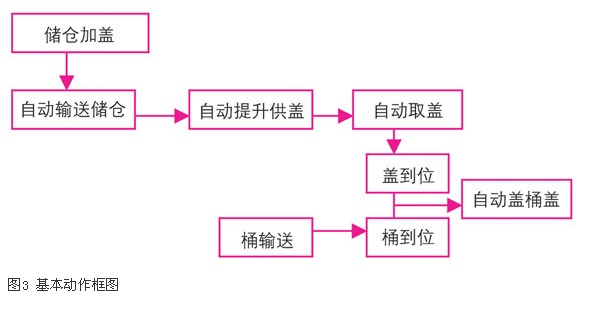
根據目前生產線的要求和上蓋機的基本動作框圖,對自動上蓋機的動作進行了逐項分解,通過分析發現全部分解動作中取蓋后的平移動作和蓋提升機構的回落動作對時間和精度要求較高,要在適應頻繁啟停、頻繁正反轉切換的前提下,到達速度快、定位準確的要求。另外對儲倉轉盤的旋轉定位的精度也要求較高。如果速度和定位達不到要求,就無法達到生產效率的要求,影響蓋蓋的質量,嚴重時還會造成機械的損壞和人身傷害。
全自動上蓋機控制系統的配置
通過對分解動作的分析和動作時間的計算得出系統動作難點
(1)提升機構總高度為0.8米,在上升時,在4.8秒內行走一個蓋的高度31mm即可;但提升機構下降的時間僅為2秒,即在2秒內要行走1.2米,速度為每秒0.6米,對運行速度要求很高。并且為保證取蓋的可靠性,要求提升定位準確,帶防止溜車的裝置,防止出現機械結構的損壞。
(2)水平移動機構長度為1.0米,要求在1.1秒內完成水平移動動作,包括兩端的平穩加速和減速停車,即速度應到達每秒0.91米以上。在滿足高速運行的前提下還應達到準確定位,運行平穩的要求。
系統設備的選型
實現設備提升和水平移動動作的要求,在電氣控制系統方面可以考慮采用伺服系統控制、步進系統控制,還可以使用氣動系統、普通電機等很多方式。通過系統組成、控制原理、性能及成本等方面分析,根據設備性能提出的要求,考慮到設備要求的機械強度等方面的內容,在提升方式上最終選擇了采用安川∑-ⅴ系列全數字伺服系統控制滾珠絲杠帶動機械托爪的結構。水平行走采用了安川伺服系統控制同步齒形帶帶動一個氣動機械手的的方式,這種結構簡單、輕便,適于高速運行。
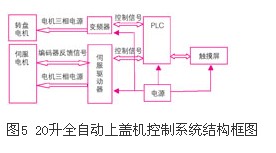
整個全自動上蓋機的控制以西門子可編程控制器s7-200系統為核心,它是一種小型化、高速度、高性能的plc,通過plc發出控制脈沖來實現對伺服系統的控制。操作部分由觸摸屏來實現。整體的系統結構框圖如圖5所示。
全自動上蓋機伺服系統的設計
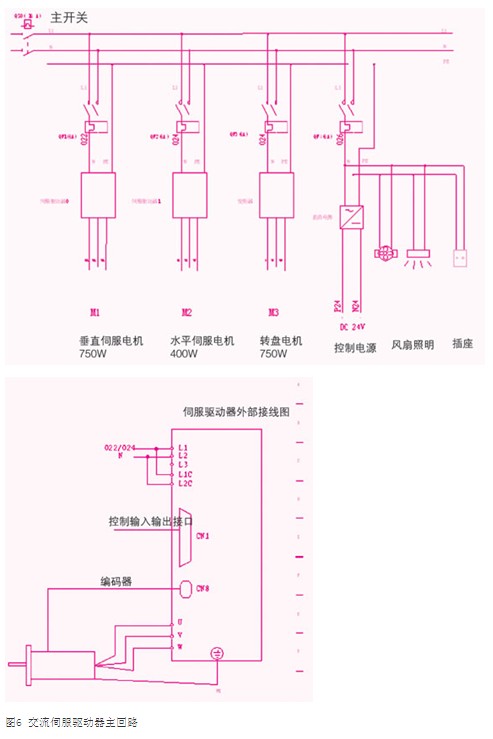
交流伺服驅動器主回路
系統采用三相ac220v伺服電機,驅動器的u、v、w及接地端分別接伺服電機的a相、b相、c相和伺服電機的地線。必須按次序一一對應地連接,否則有可能對驅動器或伺服電機造成損害。ll、l2、是伺服單元單相主電路輸入端,l1c、l2c是控制電路電源輸入端。編碼器與驅動器的cn2端口相接,編碼器的c、d、h、g分別為數據傳輸和5v、0v線,分別與cn2端口的ps(5)、/ps(6)、5v(1)、0v(2)相連。實際接線以顏色區分,如圖6所示。

控制回路的設計
(1)伺服單元的cn1接口及其接法:伺服單元的cn1接口是伺服輸入輸出控制線的接口。作為位置指令輸入輸出接口,位置用針號有:指令脈沖輸入(7,8,11,12),在控制要求中,要求伺服系統準備好后方可啟動程序,通過伺服on工作信號解除驅動器內部的柵極封鎖,使電機變為通電狀態。為了伺服系統不超程運行,設置兩個限位開關來禁止正轉驅動和禁止反轉驅動,同時設置報警功能。圖7為垂直伺服cn1的接口電路。
聯接器cn1信號線(50針):作為外部控制信號的輸入\輸出。其注意事項是:
(a)用24vdc的電源,作為控制信號的供電。
(b)伺服驅動器與其它設備間的連線應盡量短(3米之內)。
(c)控制線與電源線應盡量隔開(大于30cm),并且不要將它們捆在一起或放在同一接線槽內。
(d)對于cn1信號線應采用雙絞屏蔽線,并且將屏蔽線與驅動器的信號地(gnd)連在一起。
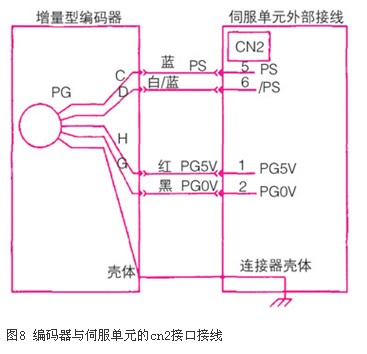
伺服單元的cn2接口及其接法:伺服單元的cn2接口是連接編碼器的端口。cn2的端子有bat(+)、bat(一)作為絕對值編碼器用電源接口。c、d、h、g是伺服電機sgmgh的針號。編碼器與伺服單元的cn2接口接線圖如圖8所示。
(3)增益調整時應注意的事項:
增益的最優值依負載而定,若負載變化,則需要重新調整。
若位置環增益過大,機械剛性較高,有可能導致振蕩。
若采用驅動器的速度環而外加位置環單元,伺服系統的位置環增益會由于速度指令輸入增益參數的改變而改變。
若增益設置值過大,會引起振蕩,這時應減小設置值從而停止振蕩。若不能停止振蕩,則關掉電源和伺服系統信號,然后再開啟電源將增益恢復到較小的值。
結束語
目前我們研制的全自動上蓋機已經在生產線上正式運行,控制系統的運行效果非常令人滿意,每小時上蓋平均達到了620桶左右,上蓋質量合格率在97%以上,完全達到了設計的目標。
達到目標的關鍵在于在設備主要的提升和水平運動部分采用了數字交流伺服控制系統作為驅動執行機構,代替了以普通三相電機為動力的系統,充分發揮了數字交流伺服控制系統的高速、大扭矩、控制精度高、抗過載能力強、節能等優勢。
聯接器cn2信號線(6針):作為伺服電機編碼器的連接線。其注意事項是:
將屏蔽線同外殼相連,將電機屏蔽線同驅動器屏蔽線相連接。
電纜線最長的長度為105,若太長,驅動器內保證編碼器正常工作的輸出電壓(5v)會有損失,編碼器將不能正常工作。
同電源線(r\s\t)相隔距離應盡量遠(大于30cm),并且避免捆在一起或接在同一接線槽內。
(2)交流伺服驅動器用戶參數設置
安川∑-ⅴ系列全數字式交流伺服驅動器sgdv有一系列的參數,通過這些參數的設置和調整,用戶可以改變系統的性能和功能。調試前應首先設置的參數有:
參數pn000:設置驅動器控制方式為0010——位置控制方式(脈沖序列指令);
位置控制參數設定:pg反饋脈沖的分頻比——電子齒輪{a/b}的設定。
“電子齒數”是對來自上位裝置輸入指令的1個脈沖對應于工件所走的移動量進行任意設定的功能。
電子齒數比b/a=pn20e/pn210=(編碼器分辨率/負載軸旋轉1周的移動量)*(m/n)=32768/6000。即參數pn20e設為32768,pn210設為6000。
在生產線上安裝調試時,伺服電機在停止或運行狀態中會發生振蕩和噪聲,即不能在負載條件下獲得最合適的響應和穩定性,此時需要進行基本增益調整。在位置控制方式時,在工作現場進行基本增益調整的用戶參數有:
設置速度環積分時間常數參數pn101較小值,其值越小,位置偏差值相減越快;
設置位置環增益參數pn102較大而不發生振蕩為止;
設置參數pn109,將速度前饋系數設置為最小(0%)
標簽:
![]()
中國傳動網版權與免責聲明:凡本網注明[來源:中國傳動網]的所有文字、圖片、音視和視頻文件,版權均為中國傳動網(www.hysjfh.com)獨家所有。如需轉載請與0755-82949061聯系。任何媒體、網站或個人轉載使用時須注明來源“中國傳動網”,違反者本網將追究其法律責任。
本網轉載并注明其他來源的稿件,均來自互聯網或業內投稿人士,版權屬于原版權人。轉載請保留稿件來源及作者,禁止擅自篡改,違者自負版權法律責任。
產品新聞
更多>
2025-06-16

2025-06-09

2025-06-06

2025-05-19

2025-04-30

2025-04-11












 網站客服
網站客服 粵公網安備 44030402000946號
粵公網安備 44030402000946號