時間:2018-04-13 11:00:27來源:網(wǎng)絡轉載
一、行業(yè)概述
1、數(shù)控精雕機簡介
精雕機是使用小刀具、大功率和高速主軸電機的數(shù)控銑床,用于完成較小銑削量,或軟金屬的加工設備。其優(yōu)點:可進行比較細小的加工,加工精度高,對于軟金屬可進行高速加工;缺點:由于鋼性差所以不可能進行重切削。
國外并沒有精雕機的概念,加工模具他們是以加工中心(電腦鑼)銑削為主的,但加工中心有它的不足,特別是在用小刀具加工小型模具時會顯得力不從心,并且成本很高。國內(nèi)開始的時候只有數(shù)控雕刻機的概念,雕刻機的優(yōu)勢在雕,如果加工材料硬度比較大也會顯得力不從心。精雕機的出現(xiàn)可以說填補了兩者之間的空白。精雕機既可以雕刻,也可銑削。
多功能精雕機是集中雕刻、銑削、切割、鉆孔和攻絲多功能合一的數(shù)控機床,通過自動換刀來實現(xiàn)各種功能的切換,實現(xiàn)一機多用,既可高速和中速雕銑、打磨、鉆孔,也能低速剛性攻絲。
二、高速電主軸
1、機床電主軸:
電主軸是將機床主軸與主軸電機融為一體的新技術,電主軸是一套組件,它包括電主軸本身及其附件:電主軸、高頻變頻裝置、油霧潤滑器、冷卻裝置(水冷油冷)、內(nèi)置編碼器、換刀裝置等等。
2、電主軸驅動:
電主軸的電動機均采用交流異步感應電動機,由于是用在高速加工機床上,啟動時要從靜止迅速升速至每分鐘數(shù)萬轉乃至數(shù)十萬轉,啟動轉矩大,因而啟動電流要超出普通電機額定電流5~7倍。變頻器和伺服驅動器均能實現(xiàn)電主軸驅動,但伺服驅動器不但具有更好的動態(tài)性能,還可以實現(xiàn)C軸(位置控制)功能。
三、多功能精雕機對伺服驅動器的技術要求:
1、穩(wěn)速精度:指主軸運轉穩(wěn)定運行時的轉速波動誤差,誤差控制要求在0.3%以內(nèi)。
2、急加/減速:為了提高工作效率,要求伺服驅動器的加減速時間盡管短,一般要求在3~5秒完成。
3、避免超調現(xiàn)象:伺服驅動器從一個速度變化到另一個速度時的震蕩指標,一般要求超調量越小越好。
4、低速重切削要求:在加工一些工件時需要伺服驅動器低頻大轉矩輸出。低速重切削是衡量伺服驅動器是否適合在多功能雕銑機電主軸應用的最重要的指標。
5、高速輕切削要求:要求高速的數(shù)控系統(tǒng)以及極好的伺服電機特性,誤差盡可能小。
6、高環(huán)境適應性:由于機床加工材料的特殊性,現(xiàn)場金屬粉塵、油污、潮濕等惡劣環(huán)境,需要伺服驅動器較高的防護等級;
7、低速剛性攻絲:加工內(nèi)螺紋絲時,同步控制主軸的旋轉和Z軸的進給量,這樣攻絲的精度可以得到保證。剛性攻絲工藝要求主軸做定位控制,0速力矩保持進刀。進刀時,主軸處于定位狀態(tài),這樣每次進刀時的刀口位置是一致的,攻絲和出刀的速度同步,速度精度要求極高,這樣才能保證主軸出刀時,螺紋絲不會被弄壞。
三、ES850H系列床電主軸行業(yè)應用關鍵點
1、可驅動電主軸實現(xiàn)3萬轉穩(wěn)定高速運轉,滿足高精度雕銑功能;
2、精準的定位控制功能,保證主軸進刀口位置一致;
3、攻絲時,穩(wěn)速精度高(速度精度±0.01%)、加減速響應時間快(3秒甚至更低的加減速時間)、低速切削力矩大(受限電主軸的剛性,最高可攻M10螺孔);
4、高防護等級,更好的適應現(xiàn)場惡劣環(huán)境;
四、調試過程
1、閉環(huán)矢量控制參數(shù)設置及調試過程
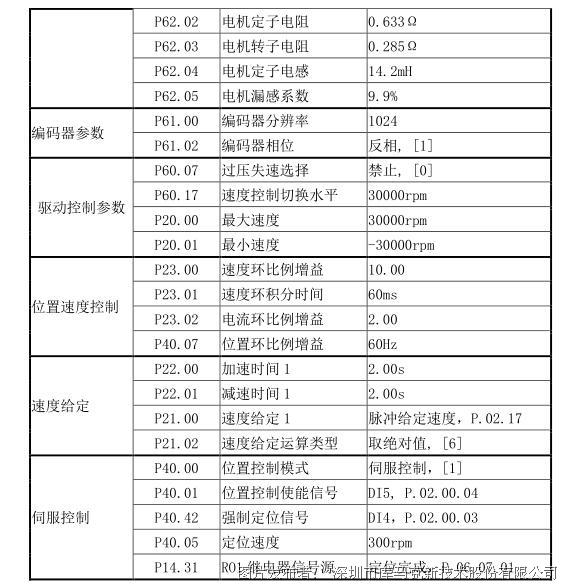
1)、設置63組電機銘牌參數(shù),啟動伺服驅動器做電機參數(shù)靜止自學習。
2)、將編碼器信號線(8根信號線)正確接入PG卡端子,設置P63.07為1(閉環(huán)矢量控制模式),設置P61.00編碼器每轉脈沖數(shù),測試運行閉環(huán)矢量控制。
3)、觀察閉環(huán)矢量控制運行狀態(tài),適當調整23組參數(shù)速度環(huán)比例增益和積分時間,包括P23.02電流環(huán)比例增益和P40.07位置環(huán)比例增益,直到電機運行狀態(tài)穩(wěn)定。
2、調試定位控制功能
設置P40.00為1伺服控制使能,仿真端子DI5使能(P40.01位置控制使能信號)、將主軸用紅筆做好標記,測試主軸定位功能。
3、結合系統(tǒng)做剛性攻絲
將系統(tǒng)信號線正確接入ES850H控制端子(啟停正反轉及繼電器輸出信號),系統(tǒng)速度脈沖信號接入PG卡(4根線),PG卡(6根線)反饋當前運行速度脈沖信號給系統(tǒng)。
剛性攻絲生產(chǎn)過程:
首先,主軸刀鉆初孔。
然后,更換刀口攻螺紋絲。主軸加工螺紋孔前,主軸定位使能,RO1繼電器輸出定位完成信號給系統(tǒng),此時主軸刀口定位力矩保持,以相同的位置進刀,系統(tǒng)給定脈沖速度信號,主軸提速做攻絲環(huán)節(jié),當螺紋深度達到,系統(tǒng)停車,反向運行回刀,當?shù)犊陔x開螺紋孔,再次做強制定位使能,進入第二個螺紋孔攻絲流程。此過程中,攻絲和回刀要求速度精度非常高,保證螺紋絲在回刀時不會弄壞。
分別做M3~M10不同型號螺紋孔攻絲,觀察伺服驅動器輸出電流及主軸運行情況。
4、系統(tǒng)接線和參數(shù)設置
1)、系統(tǒng)接線
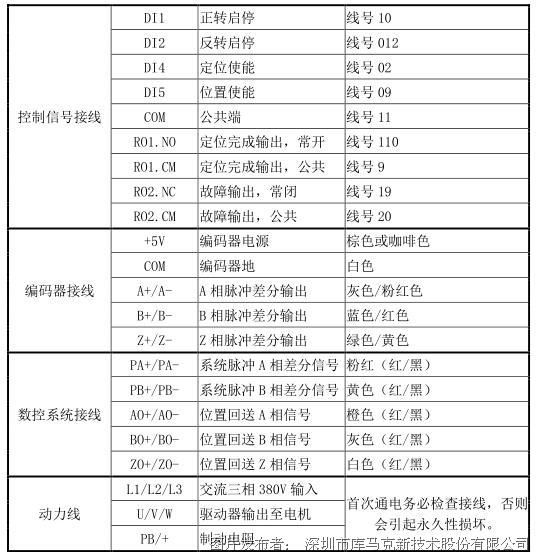
2)、參數(shù)設置

五、現(xiàn)場圖片

標簽:
![]()
中國傳動網(wǎng)版權與免責聲明:凡本網(wǎng)注明[來源:中國傳動網(wǎng)]的所有文字、圖片、音視和視頻文件,版權均為中國傳動網(wǎng)(www.hysjfh.com)獨家所有。如需轉載請與0755-82949061聯(lián)系。任何媒體、網(wǎng)站或個人轉載使用時須注明來源“中國傳動網(wǎng)”,違反者本網(wǎng)將追究其法律責任。
本網(wǎng)轉載并注明其他來源的稿件,均來自互聯(lián)網(wǎng)或業(yè)內(nèi)投稿人士,版權屬于原版權人。轉載請保留稿件來源及作者,禁止擅自篡改,違者自負版權法律責任。
產(chǎn)品新聞
更多>
顛覆傳統(tǒng)加工!維宏VHTube一鍵實現(xiàn)變徑...
2025-06-16

2025-06-09

2025-06-06

2025-05-19

2025-04-30

性能躍升20%!維宏NK300CX Plus數(shù)控系統(tǒng)...
2025-04-11
網(wǎng)站簡介|會員服務|聯(lián)系方式|幫助信息|版權信息|網(wǎng)站地圖|友情鏈接|法律支持|意見反饋|sitemap
傳動網(wǎng)-工業(yè)自動化與智能制造的全媒體“互聯(lián)網(wǎng)+”創(chuàng)新服務平臺
Chuandong.com Copyright ?2005 - 2025 ,All Rights Reserved 深圳市奧美大唐廣告有限公司 版權所有 粵ICP備 14004826號 | 營業(yè)執(zhí)照證書 | 不良信息舉報中心 |  粵公網(wǎng)安備 44030402000946號
粵公網(wǎng)安備 44030402000946號












 網(wǎng)站客服
網(wǎng)站客服