首é |資訊|產å“|ä¼æ¥|å“牌|商機|技術|專題|è¦–é »|展會|媒體|論壇|下載

 您ç¾åœ¨çš„ä½ç½®ï¼š
ä¸åœ‹å‚³å‹•ç¶²
>
æŠ€è¡“é »é“
>
應用方案
>
FX2å¯ç·¨ç¨‹æŽ§åˆ¶å™¨åœ¨æ³¨å¡‘機控制ä¸çš„應用
您ç¾åœ¨çš„ä½ç½®ï¼š
ä¸åœ‹å‚³å‹•ç¶²
>
æŠ€è¡“é »é“
>
應用方案
>
FX2å¯ç·¨ç¨‹æŽ§åˆ¶å™¨åœ¨æ³¨å¡‘機控制ä¸çš„應用
時間:2018-04-12 10:50:41來æºï¼šç¶²çµ¡è½‰è¼‰
1引言
注塑機是注塑æˆåž‹çš„主è¨å‚™ï¼Œæ³¨å¡‘機的技術åƒå’Œæ€§èƒ½èˆ‡å¡‘料性質和注塑æˆåž‹å·¥è—有著密切的關系。注塑æˆåž‹è¨å‚™çš„進一æ¥å®Œå–„和發展必將推動注塑æˆåž‹æŠ€è¡“的進æ¥ï¼Œç‚ºæ³¨å¡‘制å“çš„é–‹ç™¼å’Œæ‡‰ç”¨å‰µé€ æ¢ä»¶[1]。è€å¼ä¸å°åž‹æ³¨å¡‘機的電氣控制系統大多采用繼電器控制,線路復雜,故障率高,ç¶ä¿®éº»ç…©ã€‚而å¯ç·¨ç¨‹åºæŽ§åˆ¶å™¨æ˜¯å°ˆç‚ºå·¥æ¥ç’°å¢ƒä¸‹æ‡‰ç”¨è€Œè¨è¨ˆçš„å·¥æ¥è¨ˆç®—機,由于它具有å¯é 性高ã€ç·¨ç¨‹æ–¹ä¾¿ã€æŠ—干擾能力強ã€ç¶ä¿®æ–¹ä¾¿ç‰ç‰¹é»žï¼Œå»£æ³›ç”¨äºŽå„種類型的機械或生產éŽç¨‹çš„控制[2]。
2注塑機的工作原ç†
注塑機是借助螺桿(或柱塞)的推力,將已塑化好的熔èžç‹€æ…‹(å³ç²˜æµæ…‹)的塑料注射入閉åˆå¥½çš„模腔內,經固化定型åŽå–得制å“çš„å·¥è—éŽç¨‹ã€‚注塑機æ“ä½œé …ç›®åŒ…æ‹¬æŽ§åˆ¶éµç›¤æ“作ã€é›»å™¨æŽ§åˆ¶æŸœæ“作和液壓系統æ“作三個方é¢ã€‚分別進行注射éŽç¨‹å‹•ä½œã€åŠ 料動作ã€æ³¨å°„壓力ã€æ³¨å°„速度ã€é ‚出型å¼çš„é¸æ“‡ï¼Œæ–™ç’å„段溫度åŠé›»æµã€é›»å£“的監控,注射壓力和背壓壓力的調節ç‰ã€‚注塑機生產一個產å“的工作循環包括(1)快速åˆæ¨¡ï¼›(2)慢速åˆæ¨¡ï¼›(3)模æ¿éŽ–åˆï¼›(4)射臺å‰ç§»åˆ°ä½ï¼›(5)注塑;(6)冷å»å’Œä¿å£“ï¼›(7)é å¡‘ï¼›(8)射臺åŽé€€ï¼›(9)開模;(10)é ‚å‡ºåˆ¶å“。工è—æµç¨‹å¦‚圖1所示。
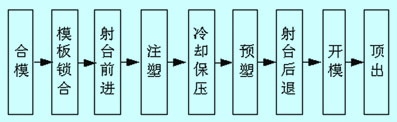
圖1注塑機工è—æµç¨‹
注塑機在æ“作éŽç¨‹ä¸éœ€è¦å¯¦ç¾æ‰‹å‹•æŽ§åˆ¶ã€åŠè‡ªå‹•æŽ§åˆ¶å’Œå…¨è‡ªå‹•æŽ§åˆ¶ã€‚手動控制是在一個生產周期ä¸ï¼Œæ¯ä¸€å€‹å‹•ä½œéƒ½æ˜¯ç”±æ“作者撥動æ“作開關,控制相應的電ç£éµå¾—電而實ç¾æ¶²å£“系統的控制。手動æ“作一般在試機調模時æ‰é¸ç”¨ã€‚注塑機é‹è¡Œé€šå¸¸å·¥ä½œåœ¨åŠè‡ªå‹•æˆ–全自動狀態。åŠè‡ªå‹•æ“作時,機器å¯ä»¥è‡ªå‹•å®Œæˆä¸€å€‹å·¥ä½œå‘¨æœŸçš„動作,但æ¯ä¸€å€‹ç”Ÿç”¢å‘¨æœŸå®Œç•¢åŽï¼Œæ“ä½œè€…å¿…é ˆæ‹‰é–‹å®‰å…¨é–€ï¼Œå–下工件,å†é—œä¸Šå®‰å…¨é–€ï¼Œæ©Ÿå™¨æ–¹å¯ä»¥ç¹¼çºŒä¸‹ä¸€å€‹å‘¨æœŸçš„ç”Ÿç”¢ã€‚å¦‚æžœé ‚å‡ºè£ç½®èƒ½å°‡å·¥ä»¶å¯é 地從模具ä¸é ‚出,注塑機å¯ä»¥å·¥ä½œäºŽå…¨è‡ªå‹•ç‹€æ…‹ã€‚全自動æ“作時注塑機在完æˆä¸€å€‹å·¥ä½œå‘¨æœŸçš„動作åŽï¼Œå¯è‡ªå‹•é€²å…¥ä¸‹ä¸€å€‹å·¥ä½œå‘¨æœŸï¼Œå› 而生產效率更高。
3plc控制系統開發
3.1輸入輸出點數的確定
m230注塑機生產工è—è¦æ±‚有多種æ“作方å¼è½‰æ›ï¼Œå¹¶ä»¥è¡Œç¨‹æŽ§åˆ¶å’Œæ™‚間控制來實ç¾å‹•ä½œçš„轉æ›ç‰ç‰¹é»žï¼Œå…¶æŽ§åˆ¶æ˜¯å…¸åž‹çš„é †åºæŽ§åˆ¶ï¼Œé©åˆé¸æ“‡é‡‡ç”¨å¯ç·¨ç¨‹åºæŽ§åˆ¶å™¨å¯¦ç¾æ³¨å¡‘æ©Ÿçš„å„個工æ¥çš„控制。在é¸æ“‡å¯ç·¨ç¨‹åºæŽ§åˆ¶å™¨æ™‚,需è¦çŸ¥é“系統開關信號的輸入點數和輸出點數。本控制系統的輸入è¨å‚™æœ‰å•Ÿå‹•æŒ‰éˆ•sb1ã€åœæ¢æŒ‰éˆ•sb2,é™ä½é–‹é—œsq1~sq12,åŠè‡ªå‹•éœ€è¦æª¢æ¸¬å®‰å…¨é–€é™ä½é–‹é—œsa4。工作方å¼çš„é¸æ“‡å°æ‡‰è¬èƒ½è½‰æ›é–‹é—œsa1~sa3è¼¸å…¥ï¼ŒåŠ ä¸ŠæŽ§åˆ¶é¢æ¿ä¸Šçš„12個控制按鈕,需è¦è¼¸å…¥é»žæ•¸30個。輸出需è¦æŽ§åˆ¶21個開關電ç£é–¥ï¼Œå¯¦ç¾å¿«é€Ÿåˆæ¨¡ã€æ…¢é€Ÿåˆæ¨¡ã€éŽ–模ç‰æ³¨å¡‘æ©Ÿçš„15個狀態控制,需輸出點數21個。
3.2plcé¸åž‹
本系統é¸ç”¨ä¸‰è±å…¬å¸çš„fx-2系列的fx2-64mr。該型號的plc具有è±å¯Œçš„指令系統,快速的輸入響應功能以åŠå®Œå–„的脈沖輸出功能,為64點i/o型,其ä¸è¼¸å…¥é»žæ•¸ç‚º32點,輸出點數為32點,繼電器型,å¯ç›´æŽ¥é©…動開關電ç£é–¥ï¼Œæ»¿è¶³ç³»çµ±è¦æ±‚[3]。
3.3plc輸入輸出接線圖è¨è¨ˆ
本系統è¨è¨ˆæœ‰å•Ÿå‹•æŒ‰éˆ•sb1ã€åœæ¢æŒ‰éˆ•sb2,é™ä½é–‹é—œsq1~sq12,åŠè‡ªå‹•éœ€è¦æŽ§åˆ¶å®‰å…¨é–€é–‹é—œsa4,工作方å¼é¸æ“‡çš„è¬èƒ½è½‰æ›é–‹é—œsa1~sa3,以åŠæŽ§åˆ¶é¢æ¿ä¸Šçš„12個控制按鈕。輸出需è¦21個電ç£é–¥ä¾†æŽ§åˆ¶15個狀態。輸入信號分別接到fx2çš„x接線端,控制輸出分別接到輸出接線端,系統輸入輸出接線如圖2所示。

圖2plc輸入輸出接線圖
3.4梯形圖è¨è¨ˆ
æ³¨å¡‘æ©Ÿçš„æŽ§åˆ¶æ˜¯å…¸åž‹çš„é †åºæŽ§åˆ¶ï¼Œå®ƒçš„工作循環是從慢速åˆæ¨¡å·¥æ¥é–‹å§‹ï¼Œä¸€æ¥ä¸€æ¥æœ‰æ¢ä¸ç´Šé€²è¡Œï¼Œæ¯ä¸€å€‹å·¥æ¥åŸ·è¡Œéƒ½ä½¿ç›¸æ‡‰é›»ç£é–¥å‹•ä½œï¼Œç”¨è¡Œç¨‹é–‹é—œæˆ–定時器定時來判斷æ¯ä¸€æ¥æ˜¯å¦å®Œæˆï¼Œå¹¶æ±ºå®šæ˜¯å¦å•Ÿå‹•ä¸‹ä¸€å€‹å·¥æ¥ï¼Œé‡‡ç”¨æ¥é€²æ¢¯å½¢æŒ‡ä»¤å¯ä»¥æ–¹ä¾¿åœ°å®Œæˆç›¸æ‡‰çš„控制éŽç¨‹ã€‚本系統的è¨è¨ˆæœ‰æ‰‹å‹•ã€åŠè‡ªå‹•å’Œå…¨è‡ªå‹•å¤šç¨®å·¥ä½œæ–¹å¼ï¼Œå› 而采用æ¢ä»¶æŽ§åˆ¶æŒ‡ä»¤ä¾†å¯¦ç¾å·¥ä½œæ–¹å¼çš„é¸æ“‡ã€‚åŠè‡ªå‹•èˆ‡å…¨è‡ªå‹•çš„控制程åºåŸºæœ¬ç›¸åŒï¼Œæ‰‹å‹•æŽ§åˆ¶æ˜¯å°‡æŽ§åˆ¶é¢æ¿ä¸Šçš„閉模ã€éŽ–模(芯移入)ã€å°„臺å‰é€²ã€æ³¨å°„ã€ä¿å£“ã€é å¡‘ã€æŠ½è† ã€å°„臺退回ã€èŠ¯ç§»å‡ºã€é–‹æ¨¡ã€é ‚出的12個控制按鈕接入plc,將è¬èƒ½è½‰æ›é–‹é—œæ‰“到手動檔,x15接通,ä¸é–“繼電器m300得電,啟動åŽé€²å…¥æ‰‹å‹•æŽ§åˆ¶å程åºã€‚全自動時,安全們ä¸ç”¨æ‰“開,注塑機自動完æˆé–‰æ¨¡ã€éŽ–模(芯移入)ã€å°„臺å‰é€²ã€æ³¨å°„ã€ä¿å£“ã€é å¡‘ã€æŠ½è† ã€å°„臺退回ã€èŠ¯ç§»å‡ºã€é–‹æ¨¡ã€é ‚出ç‰éŽç¨‹ã€‚åŠè‡ªå‹•æ™‚主è¦æ˜¯é˜²æ¢é ‚出動作完æˆåŽï¼Œç”¢å“ä¸èƒ½è‡ªå‹•å¾žæ¨¡å…·ä¸è„«é›¢ï¼Œæ‡‰æ¤åœ¨é–‹æ¨¡æ™‚需è¦æ‰“開安全門,人工å–下產å“,然åŽé—œé–‰å®‰å…¨é–€ï¼Œé–‹å§‹ä¸‹ä¸€å€‹ç”¢å“生產周期,比全自動多了打開安全門和關閉安全門的動作。全自動控制部分梯形圖如圖3所示。
圖3所示的全自動控制程åºé‡‡ç”¨æ¥é€²æ¢¯å½¢æŒ‡ä»¤ï¼Œæ³¨å¡‘æ©Ÿæ¯ä¸€å€‹å·¥æ¥èˆ‡ä¸€æ¢set指令å°æ‡‰ï¼Œè¨è¨ˆæ–¹ä¾¿ï¼Œæ˜“于實ç¾ã€‚
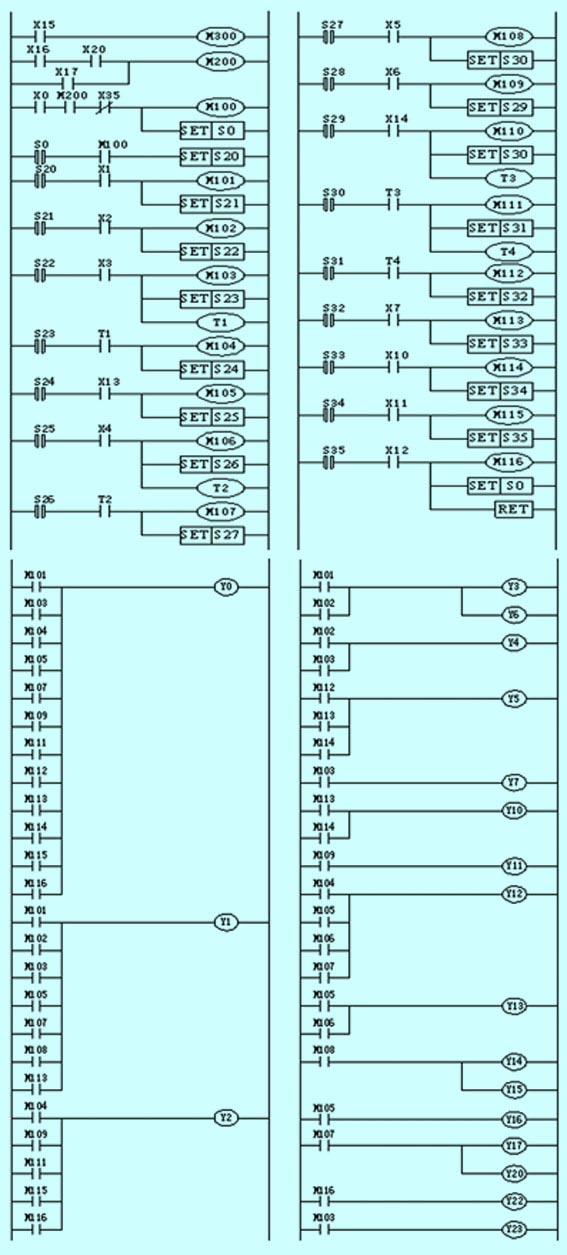
圖3全自動控制梯形圖
4çµæŸèªž
本è¨è¨ˆé‡å°m230åž‹æ³¨å¡‘æ©Ÿï¼Œæ ¹æ“šå…¶å·¥è—æµç¨‹ï¼Œä½¿ç”¨ä¸‰è±å…¬å¸çš„fx2å¯ç·¨ç¨‹åºæŽ§åˆ¶å™¨ä½œç‚ºæ³¨å¡‘æ©Ÿçš„æ ¸å¿ƒæŽ§åˆ¶éƒ¨ä»¶ï¼Œå¯¦ç¾äº†æ³¨å¡‘機系統的全自動控制ã€åŠè‡ªå‹•æŽ§åˆ¶å’Œæ‰‹å‹•æŽ§åˆ¶éŽç¨‹ï¼Œå¯¦éš›ç³»çµ±é‹è¡Œè¡¨æ˜Žï¼Œè¨è¨ˆçš„系統æ“作簡便,é‹è¡Œå¯é 。
標簽:
![]()
上一篇:å¯ç·¨ç¨‹æŽ§åˆ¶å™¨çš„ç¾å ´é›†æˆæŠ€è¡“
下一篇:å¯ç·¨ç¨‹æŽ§åˆ¶å™¨æ¢¯å½¢åœ–é †åºæŽ§åˆ¶...
ä¸åœ‹å‚³å‹•ç¶²ç‰ˆæ¬Šèˆ‡å…責è²æ˜Žï¼šå‡¡æœ¬ç¶²æ³¨æ˜Ž[來æºï¼šä¸åœ‹å‚³å‹•ç¶²]的所有文å—ã€åœ–片ã€éŸ³è¦–å’Œè¦–é »æ–‡ä»¶ï¼Œç‰ˆæ¬Šå‡ç‚ºä¸åœ‹å‚³å‹•ç¶²(www.hysjfh.com)ç¨å®¶æ‰€æœ‰ã€‚如需轉載請與0755-82949061è¯ç³»ã€‚任何媒體ã€ç¶²ç«™æˆ–å€‹äººè½‰è¼‰ä½¿ç”¨æ™‚é ˆæ³¨æ˜Žä¾†æºâ€œä¸åœ‹å‚³å‹•ç¶²â€ï¼Œé•å者本網將追究其法律責任。
本網轉載并注明其他來æºçš„稿件,å‡ä¾†è‡ªäº’è¯ç¶²æˆ–æ¥å…§æŠ•ç¨¿äººå£«ï¼Œç‰ˆæ¬Šå±¬äºŽåŽŸç‰ˆæ¬Šäººã€‚轉載請ä¿ç•™ç¨¿ä»¶ä¾†æºåŠä½œè€…,ç¦æ¢æ“…自篡改,é•è€…è‡ªè² ç‰ˆæ¬Šæ³•å¾‹è²¬ä»»ã€‚
相關資訊
網站簡介|會員æœå‹™|è¯ç³»æ–¹å¼|幫助信æ¯|版權信æ¯|網站地圖|å‹æƒ…éˆæŽ¥|法律支æŒ|æ„見å饋|sitemap
傳動網-å·¥æ¥è‡ªå‹•åŒ–èˆ‡æ™ºèƒ½åˆ¶é€ çš„å…¨åª’é«”â€œäº’è¯ç¶²+â€å‰µæ–°æœå‹™å¹³è‡º
 網站客æœæœå‹™å’¨è©¢é‡‡è³¼å’¨è©¢åª’é«”åˆä½œ
網站客æœæœå‹™å’¨è©¢é‡‡è³¼å’¨è©¢åª’é«”åˆä½œ
Chuandong.com Copyright ?2005 - 2025 ,All Rights Reserved 深圳市奧美大å”廣告有é™å…¬å¸ 版權所有
ç²µICPå‚™ 14004826號 | 營æ¥åŸ·ç…§è‰æ›¸ | ä¸è‰¯ä¿¡æ¯èˆ‰å ±ä¸å¿ƒ |  粵公網安備 44030402000946號
粵公網安備 44030402000946號















