時間:2018-03-19 10:37:15來源:網絡轉載
1引言
廂式板框壓濾機是一種重要的固液分離機械設備,它廣泛用于冶金、煤炭、有色等行業。設備是基于plc自動化技術的光、機、電、液機電一體化系統。
2結構性能與工作原理
2.1結構性能
廂式板框壓濾機是集機、電、液于一體的自動分離設備,它主要用在公司a、b、c產品、赤泥分離洗滌等工序中。共由五大部分組成:機架部分、自動拉板部分、過濾部分、液壓部分和電氣自動控制部分。
機架是整套設備的基礎,它主要用于支撐過濾機構和拉板機構,有止推板、壓緊板、基座、油缸體和主梁等連接組成。自動拉板部分:拉板系統由液壓馬達、拉板小車、鏈輪、鏈條等組成,在plc的控制下,液壓馬達轉動,通過鏈條帶動拉板小車完成取拉板動作。過濾部分:過濾部分是由整齊排列在主梁上的濾板和夾在濾板之間的過濾介質所組成的。過濾開始時,濾漿在進料泵的推動下,經止推板的進料口進入各濾室內,濾漿借助進料泵的壓力進行固液分離。由于過濾介質的作用,使固體留在濾室內形成濾餅,濾液由水嘴或出液閥排出。
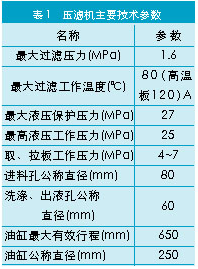
液壓部分是主機完成各種動作的動力裝置,在電氣控制系統的作用下,通過油缸、馬達、油泵及液壓元件來完成各種工作。電氣控制部分是整個系統的控制中心。廂式自動壓濾機主要技術參數如表1所示。
2.2工作原理
過濾時,懸浮液在要求壓強下經料漿通道由濾框角端的暗孔進入框內,濾液分別穿過兩側濾布,再沿鄰板面流至濾液出口排走,固體顆粒則阻留在框內。等濾餅充滿濾框后,即停止過濾。若濾餅需要洗滌時,則將洗水壓入洗水通道,并經由洗滌板角端的暗孔進入板面與濾布之間。此時應關閉洗滌板下部的濾液出口,洗水便在壓強差推動下橫穿一層濾布及整個濾框厚度的濾餅,,然后再橫穿另一層濾布,最后由洗滌板下部的濾液出口排出。洗滌結束后,松開滑動機頭并將板框拉開,卸出濾餅,清洗濾布,整理板、框,重新裝合,進行另一個操作循環。
3系統設計
3.1液壓元件
(1)柱塞泵:壓濾機液壓系統所用油泵全是定量軸向柱塞泵。該種泵柱塞的安裝與運動方向同傳動主軸軸線方向是相一致的,它依靠柱塞泵在缸孔中往復運動時發生容積變化而實現吸、排油的。
(2)液壓馬達:液壓馬達是能量轉換裝置,它是液壓系統中的執行元件。它是在一定流量的壓力油推動下旋轉,而輸出轉矩和轉速。即是將液壓能轉換成機械能,其輸入功率等于輸入的流量與進、出口壓力差的乘積。
(3)溢流閥:溢流閥是一種壓力控制閥,其特點是作用在閥芯上的液壓力和彈簧力相平衡,以此獲得被控制系統的液流壓力。它一般有四種用途,在我們設計使用的這個系統中,它主要是作安全閥與卸荷閥。
3.2液壓系統
根據壓濾機的上述工作原理,設計如圖1所示的液壓系統原理圖。
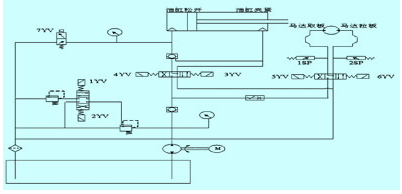
圖1液壓系統原理圖
(1)油缸頂緊、松開回路、液壓馬達拉板、取板回路:該兩個系統的回路是完成系統工作任務的,通過加裝調速閥可調整馬達拉板、取板的速度。
(2)溢流閥回路:該回路的設計是為了保證液壓系統壓力維持在一定的水平,否則,便進行系統卸荷。它主要對系統起穩壓、過載保護的作用。
(3)電磁球閥回路:油缸松開瞬間,液壓系統會產生非常大的一個沖擊負荷,所以設計加裝此回路,當油缸松開時,此球閥打開15s,對沖擊負荷卸荷后,油缸液壓系統再進入正常工作。避免了系統大的振動,保證了設備的安全運行。
3.3系統原理
根據壓濾機的工藝過程,液壓系統工作原理如圖2所示。
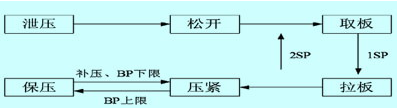
圖2液壓系統工作原理圖
其工作過程可分為泄壓、松開、取板、拉板、壓緊、保壓和補壓等幾道工序。
(1)卸料:當投料過濾過程完成后,按“程序啟動(sb1)”按鈕,啟動壓濾機開始卸料,卸壓閥(7yv)將油缸內的高壓油排泄掉,由plc延時15s后,壓濾機自動轉入壓緊板松開狀態。
(2)松開:油泵電機啟動,松開閥(4yv)、減壓閥(2yv)開,液壓站往油缸前腔供油,活塞桿帶動壓緊板后退,濾室被打開,卸料過程開始,當壓緊板碰到限位開關(sq2)后,壓濾機自動轉入取板狀態。
(3)取板:松開閥(4yv)關,取板閥(5yv)開,液壓站通過液壓馬達帶動拉板小車開始取板,當拉板小車碰到濾板后,液壓馬達堵轉,油壓上升,取板壓力繼電器(1sp)動作,壓濾機自動轉入拉板狀態。
(4)拉板:取板閥(5yv)關,拉板閥(6yv)開,液壓馬達反轉,拉板小車開始拉板,當拉板小車拉著濾板碰到壓緊板或濾板時,液壓馬達堵轉,油壓上升,拉板壓力繼電器(2sp)動作,拉板結束,重新取板。這樣循環往復,直到拉完所有濾板,拉板小車空鉤返回,碰到限位開關(sq4)后卸料結束,壓濾機轉入壓緊狀態。
(5)壓緊:拉板閥(6yv)關,減壓閥(2yv)關,壓緊板壓緊閥(3yv)開,液壓站往油缸前腔供油,活塞桿推動壓緊板將濾板推動開始壓緊,當濾板與止推板相接觸時,電接點壓力表(bp)壓力值上升,當達到給定上限值時經延時續壓,壓濾機自動轉入保壓狀態。
(6)保壓:當電接點壓力表(bp)壓力逐漸上升到給定上限值經延時續壓后,壓緊停止,壓濾機則處于保壓狀態。
(7)補壓:由于泄漏等原因會使壓力表逐漸下降,當其下降到壓力表(bp)下限值時,壓濾機自動啟動,壓緊補壓,使壓力表恢復上限值。
4自動控制系統的設計
4.1系統設計
自動控制系統的設計是整個系統的控制中心,它主要由電控柜、plc程序控制器(s7-200)、熔斷器、空氣開關、中間繼電器及電源指示燈等組成。考慮到生產實際情況,該控制系統共設計“手動”與“自動”兩種控制方式:
(1)手動控制。手動控制共設計有如下四個過程。
壓緊:將旋轉開關旋至“手動”狀態,然后按下“手動壓緊”按鈕,壓緊板開始壓緊,壓力達到電接點壓力表的上限時,電機自動停止運轉。
自動保壓:電機停止運轉后,打開進料口閥門開始進料,(注進料壓力不超過1.6mpa),這是壓濾機處于自動保壓狀態,在壓力的作用下,濾漿經過濾介質開始過濾,當壓力達到電接點壓力表的下限時,壓濾機會自動補壓。
松開:當過濾完成時,按下“手動松開”按鈕,電磁球閥得電,進行卸壓,延時15s后壓緊板自動后退,與行程開關接觸后,電機自動停止。
手動取拉板:按下“手動取板”按鈕,拉板小車自動取板,取完板后,再按下“手動拉板”,拉板小車自動拉板,把兩塊濾板之間的濾餅卸掉,經過小車反復取、拉板,濾餅卸完,小車回到原位觸動限位開關,電機停止工作。接著可以進行下一個循環。
(2)自動控制。自動控制主要通過采用西門子s7-200
cpu224型plc來實現,其工作狀態的轉換是靠plc內部相應的計時器、計數器、中間繼電器和plc外部的限位開關、壓力繼電器、電接點壓力表等的轉換而完成的。它主要有自動壓緊、自動補償、自動卸壓與松開、自動卸料等功能。
自動壓緊:開始壓緊時,電機及油缸電磁換向閥3yv得電,電機帶動油泵開始向油缸高壓腔供油,在油壓的作用下活塞桿前進,推動壓緊板壓緊濾板,當壓力達到電接點壓力表的上限時,電機及油缸電磁換向閥3yv失電,電機自動停止運轉,進入保壓狀態,此時系統壓力由溢流閥確定。
自動補壓:壓濾機把濾板壓緊后,液控單向閥鎖緊回路并保壓,油缸電磁換向閥閥芯處于中位,當油壓降至電接點壓力表下限時,電接點壓力表發出電信號,電機及油缸電磁換向閥3yv得電,油泵向油缸后腔供油補壓。當壓力達到電接點壓力表上限時,電機及油缸電磁換向閥3yv失電,電機自動停止運轉,循環自動補壓。
自動卸壓與松開:當過濾完畢時,電磁球閥7yv得電開始卸壓,plc延時15s后,電磁球閥7yv失電,電機、卸荷電磁換向閥2yv及油缸電磁換向閥4yv得電,電機帶動油泵向油缸低壓腔供油,活塞桿帶動壓緊板后退,當壓緊板與限位開關sq2相接觸時,油缸電磁換向閥4yv失電,而此時馬達電磁換向閥5yv得點,壓緊板停止運動,此時系統壓力由直動式溢流閥確定。
自動卸料:壓緊板松開至原位后開始卸料,這時油缸電磁換向閥的閥芯處于中位,不進行工作。電機帶動油泵供油,油液經調速閥、馬達電磁換向閥向液壓馬達供油,直動式溢流閥確定馬達取拉板工作時所需的油壓,調速閥控制油液的流量,調節取拉板速度。在油壓的作用下,馬達帶動拉板小車進行取板工作,在取板的過程中油壓升高,壓力繼電器1sp發出電信號,馬達電磁換向閥5yv失電、6yv得電,這時馬達反轉帶動小車進行拉板工作。在拉板的過程中,油壓升高,壓力繼電器2sp發出電信號,馬達電磁換向閥5yv得電,6yv得電,這時馬達反轉帶動小車再次進行取板工作。一個取拉板的過程就卸掉了兩塊濾板間的濾餅,一直到拉完最后一塊濾板,小車回到原位觸動限位開關sq4,一個循環完畢,進入下一個過濾周期。
4.2plc電氣原理圖
根據上述控制要求,設計出s7-200plc控制原理如圖3所示。
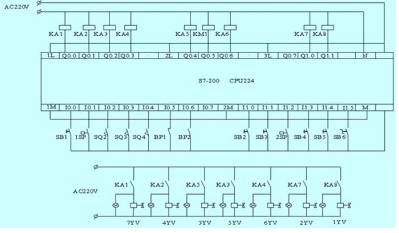
圖3自控系統電氣原理圖
plc的輸入主要是一些開關信號,輸出通過中間繼電器控制相應的電磁閥、油泵與液壓馬達。plci/o地址的分配參見表2。

5結束語
西門子s7-200plc自在我廠廂式板框壓濾機上應用以來,可靠性高、故障率低、操作簡單,實現了所在工序的全自動化控制,提高了企業的裝備水平,并給企業帶來了可觀的經濟效益。
標簽:
![]()
上一篇:機器視覺基礎知識詳解
下一篇:機器視覺發展歷史及現狀趨勢分析
中國傳動網版權與免責聲明:凡本網注明[來源:中國傳動網]的所有文字、圖片、音視和視頻文件,版權均為中國傳動網(www.hysjfh.com)獨家所有。如需轉載請與0755-82949061聯系。任何媒體、網站或個人轉載使用時須注明來源“中國傳動網”,違反者本網將追究其法律責任。
本網轉載并注明其他來源的稿件,均來自互聯網或業內投稿人士,版權屬于原版權人。轉載請保留稿件來源及作者,禁止擅自篡改,違者自負版權法律責任。
產品新聞
更多>
2025-06-16

2025-06-09

2025-06-06

2025-05-19

2025-04-30

2025-04-11












 網站客服
網站客服 粵公網安備 44030402000946號
粵公網安備 44030402000946號