時間:2018-03-12 10:46:07來源:網絡轉載
1引言
鑄造是人類掌握最早的一種金屬熱加工成形工藝,已有約6000年的歷史,是現代機械制造工業的基礎工藝。鑄造過程是將金屬熔煉成符合一定要求的液體并澆進鑄型里,經冷卻凝固、清整處理后得到有預定形狀、尺寸和性能的鑄件(零件或毛坯)的工藝過程。鑄造生產的毛坯成本低廉,對于形狀復雜、特別是具有復雜內腔的零件,更能顯示出它的經濟性;同時它的適應性較廣,且具有較好的綜合機械性能。
低壓鑄造是使液體金屬在壓力作用下充填型腔,以形成鑄件的一種方法。由于所用的壓力較低,所以叫做低壓鑄造。其工藝過程是:在密封的坩堝(或電爐)中,通入干燥的壓縮空氣,金屬液在氣體壓力的作用下,沿升液管上升,通過澆口平穩地進入型腔(金屬型),并保持坩堝(或電爐)內液面上的氣體壓力,經過一段時間的保壓,直到鑄件完全凝固為止。然后解除液面上的氣體壓力,使升液管中未凝固的金屬液流坩堝(電爐),再由氣缸開型并推出鑄件。低壓鑄造獨特的優點表現在以下幾個方面:液體金屬充型比較平穩;鑄件成形性好,有利于形成輪廓清晰、表面光潔的鑄件,對于大型薄壁鑄件的成形更為有利;鑄件組織致密,機械性能高。低壓鑄造是一種低壓強與低速度的充型鑄造方法,利用壓縮空氣作為充型動力,液體金屬充型要求平穩;保壓性好,鑄件成形性好,輪廓清晰、鑄件表面光潔;要求模具冷卻性好,鑄件組織致密,機械性能高。
2低壓鑄造自動化系統
2.1系統結構
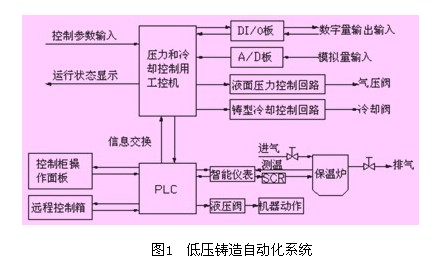
工控機和plc在低壓鑄造中的系統構成為了滿足低壓鑄造的要求,把工控機和plc組成一個有機系統,如圖1所示。本系統采用分級控制方式。由工控機完成液面壓力控制和鑄型溫度(冷卻)控壓鑄造的要求。
2.2系統原理低壓鑄造機壓力/溫度控制系統的計算機控制系統原理如圖2所示。
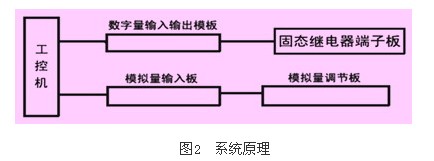
(1)壓力控制:低壓鑄造機壓力控制系統的氣動原理如圖3所示,工控機和由其控制的液面壓力i/o模板對數字組合閥島進行控制,實現了低壓鑄造壓力控制。工控機系統采用靈敏的壓力傳感器和軟件式pid控制器,在計算機屏幕上同時顯示鑄造過程的設定壓力曲線和實際控制壓力曲線,并進行疊加比較。在計算機屏幕上以四種顏色顯示四個測溫點的實時溫度曲線。另外用圖形來指示保溫爐內鋁液液面情況,以提醒操作人員注意:當爐內金屬液少于最低限時,系統自動停止加壓

y1~y9:調節閥(常閉);
y11:進氣主閥(常閉);
y13:爐子慢泄壓(常開);
y14:爐子全部泄壓(常開);
yk1:壓力開關,監測“0”mbar時的爐內壓力。出廠時調節為約50mbar;
yk2:壓力開關,監測最大爐內壓力,出廠時調節為約950mbar;
b1:壓力傳感器,0~1600mbar,4~20ma。檢測爐膛壓力;
b2:壓力傳感器,0~7000mbar,4~20ma。檢測進氣管氣源壓力。
(2)冷卻控制:工控機和由其控制的冷卻控制i/o模板控制了12個(5路風冷、7路風冷+水冷)冷卻通道,可任意選擇若干個通道工作。對每路冷卻通道均提供了“on”、“off”、“auto”三種工作方式和按時間控制、按溫度控制兩種控制模式。人機界面有冷卻畫面,可任意開關調整電磁閥的通斷。
2.3硬件配置
低壓控制系統配置如下:
(1)panel870面板式工控機:piii700以上cpu、40g硬盤、128m內存、12〞液晶顯示屏、觸摸鍵盤、帶軟驅和dvd光驅、usb接口和rj45接口;
(2)板卡:813ba/d板一套、1751di/o板一套、7216繼電器板一套(包括odc5或idc5b固態繼電器)、785繼電器板一套;
(3)s7-300系列plc:cpu模塊:cpu314一套,flasheprom內存卡(64k)一個,ps307電源5a一個,sm321輸入模塊(32點24vdc)3套,sm322輸出模塊(16點24vdc)4套,40針端子3個,20針端子4個,480mm導軌1個。
3項目評價
(1)控制系統實現對機器運行、液壓機械動作、鑄造工藝過程、保溫爐加熱、鑄型冷卻過程中包括壓力、溫度、時間、位置在內的工藝參數進行有效控制。系統具有數據保存功能,能夠存取、調整和管理鑄造參數。
(2)控制精度高,充型、保壓階段壓力偏差值≤3mbar,升液階段壓力偏差值≤5mbar,升壓階段壓力偏差值≤10mbar。
(3)具有壓力自動補償能力,保溫爐內的壓力可以根據設定的曲線精確、重復再現,而不受保溫爐泄漏、供氣管路氣壓波動和金屬液位變動的影響(保溫爐嚴重泄漏除外)。
(4)可根據工藝需要自由設定最多達八段的升壓曲線和一段保壓曲線。對于爐膛容積≤800l的爐型,最大升壓速度可達100mbar/s。
(5)具有友好的人機界面,可以方便的輸入各類工藝參數。
(6)具有數據保存及調用功能。每個輪型的鑄造工藝參數可以輸入并確認后自動保存,以后可以直接從系統中調用。
(7)低壓鑄造控制系統具有故障自檢功能,維修方便。
4結束語
我國工業控制自動化技術飛速發展,特別是工控機和plc的應用更為成熟,經過近三年的努力,我們成功把工控機和plc同時應用在輪轂低壓鑄造機中。
標簽:
![]()
下一篇:機器視覺工業五大典型應用
中國傳動網版權與免責聲明:凡本網注明[來源:中國傳動網]的所有文字、圖片、音視和視頻文件,版權均為中國傳動網(www.hysjfh.com)獨家所有。如需轉載請與0755-82949061聯系。任何媒體、網站或個人轉載使用時須注明來源“中國傳動網”,違反者本網將追究其法律責任。
本網轉載并注明其他來源的稿件,均來自互聯網或業內投稿人士,版權屬于原版權人。轉載請保留稿件來源及作者,禁止擅自篡改,違者自負版權法律責任。
產品新聞
更多>
2025-06-16

2025-06-09

2025-06-06

2025-05-19

2025-04-30

2025-04-11












 網站客服
網站客服 粵公網安備 44030402000946號
粵公網安備 44030402000946號