時間:2018-03-12 10:16:15來源:網絡轉載
1引言
在倉庫領域中,物資的輸送、存儲、管理和控制的規模越來越大,靠人工實現已經遠不能夠需要。自動化倉庫技術在物資存儲行業中受到人們的重視,其控制重點轉向物資的控制和管理要求實時、協調和一體化,計算機之間、數據采集點之間、機械設備的控制器之間以及它們與主計算機之間的通信可以及時地匯總信息,倉庫計算機及時地記錄訂貨和到貨時間,顯示庫存量,計劃人員可以方便地作出供貨決策,管理人員隨時掌握貨源及需求。信息技術的應用已成為倉庫技術的重要支柱。滿足了人們速度、精度、高度、重量、重復存取和搬運等要求,使總體效益和生產的應變能力大大超過各部分獨立效益的總和,自動化控制技術逐漸成為倉庫自動化控制技術的核心。
倉庫是貨儲的重要組成部分,它是在不直接進行人工處理的情況下能自動地存儲和取出物品的系統。在倉庫進貨過程中,使用工業輸送車將物品存入倉庫。在現代大型倉庫中貨儲任務十分繁重,實現了全自動作業后,既可以節省開支,又減少了浪費,因此建立一個便捷、可靠的自動配貨系統是十分迫切和需要的。本例采用plc實現自動化控制,解決了勞動強度大、經濟效益差問題。
2工藝過程動作要求
工業輸送車在對8個倉庫存儲物品時,對輸送車有以下的控制要求:
(1)工作開始后,車此時停在某個倉庫。當沒有用車呼叫(既呼車)時,各倉庫的指示燈亮,表示各倉庫可以呼車;
(2)如果某倉庫遇有呼車時,按下本倉的呼車按鈕,則其它各倉位的指示燈均滅,表示此后再呼車無效;
(3)在停車位呼車則車不動;當呼車位號大于停車位號時,車自動向高位行駛;當車位號小于停車位號時,車自動向低位行駛,當車到達呼車位時自動停車;
(4)車到達呼車位時要求停留30s供該倉庫使用,不應立即被其他倉庫呼走;
(5)臨時停電后再復電,車不會自行起動。
3程序設計
3.1i/o分配及plc機型
每個倉庫均設置一個滾輪式限位開關st和一個呼車琴鍵按鈕sb,st可自動復位;系統設有用于起動和停機的按鈕,這些均為plc的輸入元件。車要用一臺電動機拖動,電動機正轉時車駛向高位,反轉時小駛向低位,電動機正轉和反轉各需要一個接觸器,是plc的輸出執行元件。另外各倉庫還要指示燈作為呼車顯示。電動機和指示燈是plc的控制對象。
各自動化倉庫的限位開關和呼車按鈕的布置如圖1所示,圖1中st和sb編號也是各倉庫編號。

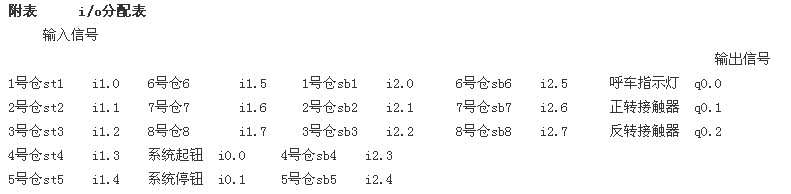
由于各倉庫的呼車指示燈狀態一致,為了盡量減少占用plc的輸入輸出點個數,采用小電流的發光元件并聯在一起,然后接在一個plc輸出點上。系統的控制部分選用西門子(seimens)s7200的plc,工業輸送車控制系統的i/o分配表見附表:
3.2梯形圖程序設計
為了分析問題方便,先做出系統動作過程的流程圖,之后依據工業輸送車的工藝要求,設計出相應的控制程序梯形圖,流程圖和梯形圖分別如圖2、圖3所示。
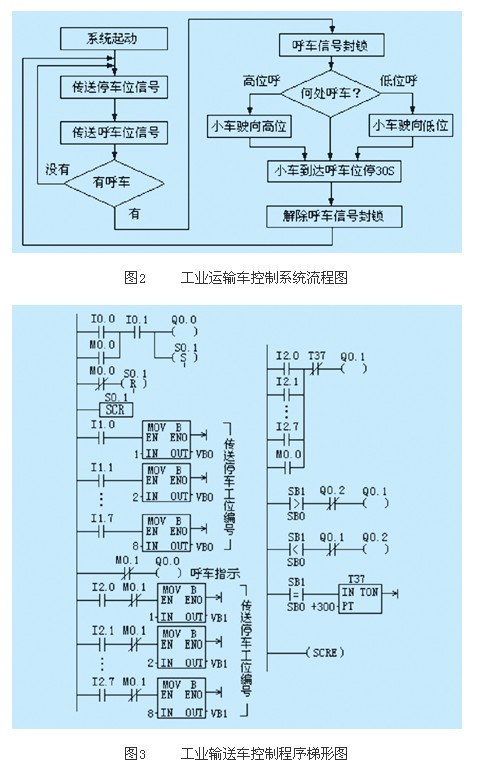
在程序中,用到了傳輸指令和比較指令,即先把車所在的倉庫號傳輸到一個內存單元中,再把呼車的倉庫號傳輸到另一內存單元中,然后將這兩個內存單元的內容進行比較。若呼車的位號大于停車的位號,則車向高位行駛;若呼車的位號小于停車的位號,則車向低位行駛。對車的這種控制,是程序設計的主線。
3.3程序控制的其他要求
(1)若有某倉庫呼車則應立即封鎖其他倉庫的呼車信號;
(2)車行駛到位后應在該倉庫停留一段時間,即延遲一定時間再解除對呼車信號的封鎖;
(3)失壓保護程序;
(4)呼車顯示程序。
4結束語
由于自動化控制系統采用可編程控制器為核心,提高了控制的靈活性及通用性,以適應各種工藝要求的變化,使倉庫技術進一步向智能自動化方向發展。
標簽:
![]()
上一篇:燃料電池封裝生產自動化產線...
中國傳動網版權與免責聲明:凡本網注明[來源:中國傳動網]的所有文字、圖片、音視和視頻文件,版權均為中國傳動網(www.hysjfh.com)獨家所有。如需轉載請與0755-82949061聯系。任何媒體、網站或個人轉載使用時須注明來源“中國傳動網”,違反者本網將追究其法律責任。
本網轉載并注明其他來源的稿件,均來自互聯網或業內投稿人士,版權屬于原版權人。轉載請保留稿件來源及作者,禁止擅自篡改,違者自負版權法律責任。
產品新聞
更多>
2025-06-16

2025-06-09

2025-06-06

2025-05-19

2025-04-30

2025-04-11












 網站客服
網站客服 粵公網安備 44030402000946號
粵公網安備 44030402000946號