時間:2018-02-23 11:28:35來源:網絡轉載
1引言
在保護材料生產行業,配料通常是將原材料按某種比例均勻混合在一起,用以形成一種新的材料,因此配料是這類行業生產的重要組成部分。在生產過程中,各種原料要嚴格按比例進行均勻混合,就必須靠配料機械來完成,目前工廠一般使用兩種方法,第一種方法采用人工稱重,然后將成比例的各種原材料同時放入配料機中攪拌。另一種方法是自動稱重,自動攪拌。由于很多原始材料為粉狀或顆粒,人工配料時,人體容易吸入粉塵等雜物,導致職業病出現,增加了生產風險和勞動力成本,同時配料品種繁多,數量巨大,因此人工配料難以現場管理,很容易出現誤配,不但質量難以保證,同時也增加了管理成本。為了保證產品質量,提高生產效率,要求采用準確、可靠的自動配料系統。
2基于PLC、工控機和稱重儀表的配料系統
在河南西峽保護材料集團現有的配料系統中,工人首先將材料運送到稱重車間,稱重完之后,再將材料手動送到配料機上進行配料,稱重車間使用了杭州四方的稱重儀表進行稱重,通過RS232口和工控主機相連,位于中控室的工控主機負責記錄稱重結果,顯示稱重數據,同時,控制人員可以在中控室通過控制電路手動控制配料過程的起停。
這種方式效率低下,同時,主機上運行的是C語言開發的DOS程序[1],可擴性差,人機交互困難,不能完成自動配料的所有要求。為了提高生產率,降低成本,需要采用全自動配料系統。
新系統采用主從式結構。以工控機為上位主機,以西門子PLC[2]、變頻器和稱重儀表為下位從機。主機處于主導地位,實現對各從機的通信管理和控制,將工控機的RS-232異步通信口經電平轉換后與PLC相連,形成上、下位機通信的一個物理通道;將主機的另一個RS-232口和稱重儀表的通信口相連,構成第二個物理通道。上位機采用輪詢方式,逐個與從站通信。上位機把任務規劃的結果傳送給PLC,在PLC進行控制的過程中,上位機使用上位機連接命令監視下位機的運行狀態和數據區內容,實時讀取PLC的內部狀態以及稱重儀表的實時數據,在上位機上顯示。
總體上講,系統具有如下功能:
①全自動配料,在設定好配方之后,系統自動按照配方稱重配料,無需操作人員干預;
②具有報表功能,可以產生日報表,實時報表和月報表、年報表等;
③動態增加和修改報表,系統通過設定權限,賦予技術人員或操作人員修改,增加配方的權利,同時記錄該次修改的日期和操作人員編號;
④斷電恢復功能,系統能夠在突然斷電的情況下,恢復斷電前的測量記錄;
⑤局域網共享功能,主機在局域網內可以共享數據,方便車間主管了解工程進度和其他情況。
2.1系統的組成
整個全自動配料混合系統由工控機、PLC、工業稱重儀表、變頻器、振動電機、混料機、傳感器、傳送帶等部分組成。
上位工控機提供人機交互界面,完成控制信息輸人、數據管理、進行數據顯示、存儲、統計和報表等功能,上位機采用IPC810工控機,它的主要工作如下:工控主機首先根據操作人員的指令,讀取某個編號的配方,然后,根據配方中配料的比例及先后順序,向PLC發出開始配料的指令,使得PLC能夠起動特定的變頻器。在配料過程中,工控主機以輪詢的方式,一方面實時讀取PLC的狀態字,了解PLC及PLC下級設備的運行狀態;另一方面實時讀取安裝在配料機上的稱重儀表的稱重數據,按照配料策略,當稱重接近配方中的設定值時,主機向PLC發出停止本次配料的指令。當一個配方上的所有材料都配完后,整個配料過程暫停,等待操作人員的指令。
系統運行過程中,PLC與上位機實時通信,從而保證界面上顯示的數據與現場實際數據的一致性,操作人員在上位機上發出的操作命令和設定參數都可以實時送到PLC,PLC的主要工作有:①接收上位機發送來的命令,通過變頻器控制振動電機的起、停和快慢;②將變頻器的運行狀態實時寫入內存數據區,供工控機讀取;③將自身的各種狀態以狀態字的形式準備好,共工控機實時讀取。
2.2控制策略及配料過程
通過對配料過程的特點進行分析,得到配料過程具有如下特點:
(1)被控對象是單向的不可逆系統。原料沒有辦法從配料機中重新回到傳送帶上。
(2)具有明顯的時滯性。當配料達到設定值時,PLC控制電機停止傳送原料,這時傳送帶上具有部分原料無法回收,所以系統具有明顯的時滯性。
(3)受控特性是開關性的。系統的起、停控制等都是開關量。
(4)配料系統在正常工作區內是線性的。
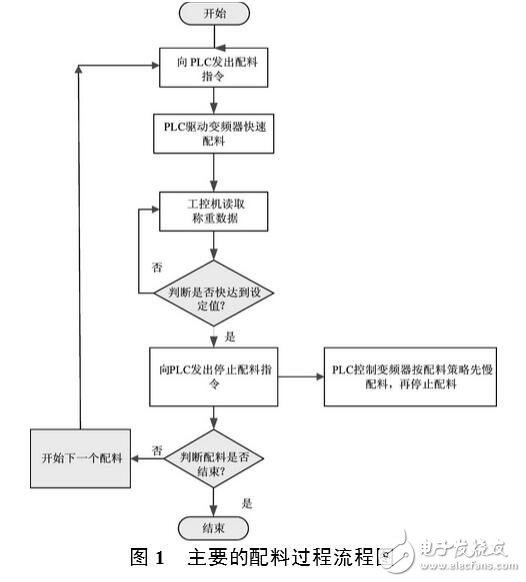
因此,我們考慮采用快速、慢速、提前發出停止加料指令等控制策略,同時利用PLC的互鎖技術確保配料的順利進行。系統起動后,工控機向PLC發出開始加料信號,PLC控制變頻器驅動電機進行快速加料,同時,工控主機通過串口持續不斷的讀取稱重儀表的稱重數據,當重量值接近設定值時,工控主機向PLC發出停止加料的控制指令,此時,PLC控制變頻器進行慢加,通過事先估計出傳送機構上原料的殘余,設定值和實際加料的差值和傳送機構上原料的殘余相當時,PLC真正發出停止指令,該指令由變頻器執行,從而控制電機停機,停機后傳送機構上的原料無殘余,配料精度符合要求。流程如圖1所示。
3工控主機軟件設計
工控機主要完成的任務如下:
(1)提供配料過程的動畫顯示。
(2)向PLC發出控制指令,讀取PLC的運行狀態。
(3)讀取稱重儀表上的稱重信號,并將稱重值在顯示器上顯示,根據稱重數據,向PLC發送指令。
(4)數據庫和報表,保存配料數據,打印報表。
(5)配方的增加與修改。
(6)配料故障輔助報警等其他功能。
3.1配料軟件的界面設計
上位工控機使用紫金橋組態軟件設計人機界面,工業控制組態軟件實際上是一種能由用戶根據自己的需要進行二次開發的軟件開發平臺。我們可以根據工藝要求在該平臺上對整個監控系統開發出友好的人機界面,操作員通過該界面可以與現場設備進行實時交互。紫金橋軟件是HMI/SCADA工業自動化組態軟件,它提供了一個高度集成化、可視化的開發環境。
該軟件具有如下一些特點:
(1)多種通信功能。紫金橋組態軟件[3]支持如下通信功能:
1)支持RS232、RS422、RS485等串口通信方式,并支持無線電臺、電話撥號、電話輪詢撥號等方式。
2)以太網通信同時支持有線以太網和無線以太網。
3)所有設備的驅動程序均支持GPRS、CDMA、GSM等移動網絡標準。
(2)方便的開發系統。豐富的組件和控件構成強大的HMI開發系統;增強的過渡色與漸進色功能,從根本上解決了很多同類軟件在過多使用過渡色、漸進色時嚴重影響畫面刷新速度和系統運行效率的問題;更加靈活多樣的矢量子圖,使得制作工程畫面更快捷;提供面向對象編程方式,內置間接變量、中間變量、數據庫變量,支持自定義函數和自定義菜單。
(3)開放性。紫金橋組態軟件的開放性表現在如下幾個方面:
1)支持Excel以VBA的方式訪問數據庫。
2)軟件為開放式體系結構,全面支持DDE,OPC,ODBC/SQL,AcTIveX,DNA標準。以OLE,COM/DCOM、動態鏈接庫等多種形式提供外部訪問接口,便于用戶利用各種常用開發工具(如:VC++、VB等)進行深層的二次開發。
3)紫金橋組態軟件I/O驅動程序的體系結構為開放式結構,其接口部分源代碼完全公開,用戶可以自行開發新的驅動程序。
(4)數據庫功能.紫金橋組態軟件內置了實時數據庫,而且實時數據庫又內置多種功能塊,來完成數據處理與存儲,可實現累計、統計、控制、線形化等多種功能。
(5)支持多種設備及總線。支持國內外大部分知名廠家生產的PLC、調節器、智能儀表、智能終端、智能模塊;此外,還支持Profibus,Can,LonWorks和Modbus等標準的現場總線。
3.2系統的I/O點數
紫金橋組態軟件用實時數據庫點來表示I/O點。經過分析,系統需要三個I/O點,兩個數字控制點用來通過PLC控制電機的起、停,因此這兩個點的數據鏈接選擇分別為PLC的兩個數字量輸入輸出通道。一個模擬點用來表示從稱重儀表上讀取的實時數據,因此,該點的數據鏈接為稱重儀表的測量值。
4通信程序設計
通信程序設計主要包含三部分,第一部分為主機與PLC的通信;第二部分為主機與稱重儀表的通信;第三部分為PLC與變頻器之間的通信。
4.1主機與PLC的通信
組態軟件一般都內置了主流PLC的驅動程序,首先在紫金橋組態軟件中新建一個PLC虛擬設備,該虛擬設備的型號必須和使用的真實PLC的型號一致,如果在組態軟件中找不到所需的PLC的型號,則可以委托軟件廠家免費開發一個新的該型號PLC驅動。虛擬設備用來映射真實的設備,這里,我們使用的PLC是SimensS7-300,設定主機通過串口1和PLC通信。
4.2主機與稱重儀表的通信
針對稱重儀表,我們使用的是杭州四方的稱重儀表,為了使儀表和組態軟件很好的通信,我們特別委托紫金橋公司為該儀表開發了驅動程序。首先我們從組態軟件的驅動列表中選擇一個我們需要的設備類型,并針對該類型,建立一個虛擬設備,用來映射真實的稱重儀表,然后設定儀表與計算機的通信端口及通信協議。
4.3PLC與變頻器之間的通信
由于配料車間有多種原材料,為了配料方便,我們設置了多個傳送帶,所以配料系統一個PLC需要鏈接多個變頻器。為此我們在PLC和變頻器之間使用了Profibus總線進行通信,將專用的Profibus通信模塊插入到變頻器上,并設定好變頻器的從站地址,然后通過Profibus連接器接入到PLC中,PLC通過編程,實現對該變頻器進行報文的發送與接收,將控制字發送到變頻器,同時把狀態字從變頻器中讀取回來。
CPU315-2DP作為Profibus主站,每個與主站通信的變頻器可以看作是一個Profibus從站。通信時,主站根據通信報文中的地址字符來選擇要傳輸數據的從站。從站本身不能主動發送數據,各個從站之間也不能直接進行信息的傳輸。系統所選用的變頻器型號均為SiemensMicroMaster430系列[4]。PLC和變頻器之間主要的通信主要涉及兩個概念。第一是數據報文,第二是控制字與狀態字。
(1)通信報文。每條報文都是以字符STX開始,接著是長度說明LGE和地址字節ADR,然后是采用的數據字符,報文以數據塊的檢驗符BCC結束,主要字段的解釋如下:
STX區是一個字節的ASCII字符(02hex),表示一條信息的開始。
LGE區是一個字節,指明這一條信息中后跟的字節數目。
ADR區是一個字節,是從站結點(即變頻器)的地址。
BCC區是長度為一個字節的校驗和,用于檢查該信息是否有效。它是該信息中BCC前面所有字節“異或”運算的結果。如果根據校驗和的運算結果,表明變頻器接收到的信息是無效的,它將丟棄這一信息,并且不向主站發出應答信號。
(2)控制字與狀態字。PLC通過變頻器的PKW區可以讀寫變頻器的參數值,從而改變或了解變頻器的工作狀態。在本系統中,PLC讀出該區的數據,放在特定的數據區中,供工控機查詢,查詢結果在工控機上顯示。
5結論
本系統通過工控機、PLC和變頻器的協調工作,完成了所需自動配料任務,系統自2008年5月投入使用以來,每天配料100多噸,完成配方10個左右,不但可實時顯示工況,而且可以提供配方修改、增加等功能;實際運行表明,系統運行穩定、可靠,人機界面美觀,操作方便,同時系統采用組態軟件開發,可以為以后的升級提供便利。
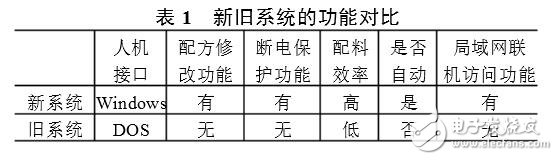
新舊系統的功能和用途對比如表1所示。
標簽:
![]()
中國傳動網版權與免責聲明:凡本網注明[來源:中國傳動網]的所有文字、圖片、音視和視頻文件,版權均為中國傳動網(www.hysjfh.com)獨家所有。如需轉載請與0755-82949061聯系。任何媒體、網站或個人轉載使用時須注明來源“中國傳動網”,違反者本網將追究其法律責任。
本網轉載并注明其他來源的稿件,均來自互聯網或業內投稿人士,版權屬于原版權人。轉載請保留稿件來源及作者,禁止擅自篡改,違者自負版權法律責任。
產品新聞
更多>
2025-06-16

2025-06-09

2025-06-06

2025-05-19

2025-04-30

2025-04-11












 網站客服
網站客服 粵公網安備 44030402000946號
粵公網安備 44030402000946號