時間:2018-01-23 10:57:47來源:網絡轉載
隨著社會的快速發展,市場的競爭越來越激烈,各個生產企業都迫切地需要改進生產技術,提高生產效率。例如在需要進行材料分揀的企業,以往一直采用人工分揀的方法,致使生產效率低,生產成本高,企業的競爭能力差,慢慢的大多企業選擇了自動分揀。針對上述問題,利用PLC技術設計了一種成本低,效率高的材料自動分揀裝置,在材料分揀過程中取得了較好的控制效果。
一、分揀裝置要求
1、分揀過程
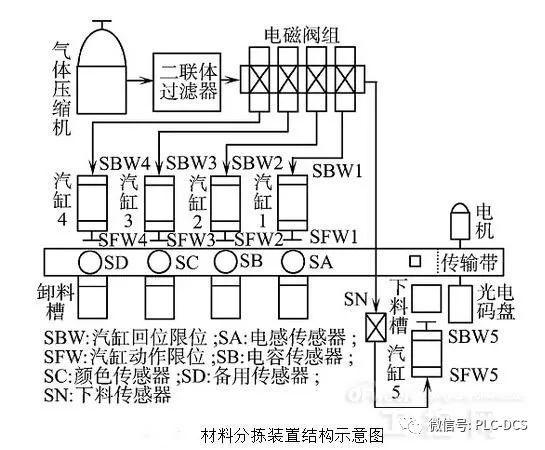
系統上電后,可編程序控制器首先控制啟動輸送帶,下料傳感器SN檢測料槽有無物料,若無料,輸送帶運轉一個周期后自動停止等待下料;當料槽有料時,下料傳感器輸出信號給PLC,PLC控制輸送帶繼續運轉,同時控制氣動閥5進行下料,每次下料時間間隔可以進行調整。物料傳感器SA為電感傳感器,當檢測出物料為鐵質物料時,反饋信號送PLC,由PLC控制氣動閥1動作選出該物料;物料傳感器SB為電容傳感器,當檢測出物料為鋁質物料時,反饋信號送PLC,PLC控制氣動閥2動作選出該物料;物料傳感器SC為顏色傳感器,當檢測出物料的顏色為待檢測顏色時,PLC控制氣動閥3動作選出該物料。物料傳感器SD為備用傳感器。當系統設定為分揀某種顏色的金屬或非金屬物料時,由程序記憶各傳感器的狀態,完成分揀任務。
2、功能要求
(1)分揀出金屬和非金屬
(2)分揀某一顏色塊
(3)分揀出金屬中某一顏色塊
(4)分揀出非金屬中某一顏色塊
(5)分揀出金屬中某一顏色塊和非金屬中某一顏色塊
3、控制要求
(1)系統送電后,光電編碼器便可發生所需的脈沖
(2)電機運行,帶動傳輸帶傳送物體向前運行
(3)有物料時,下料汽缸動作,將物料送出
(4)當電感傳感器檢測到鐵物料時,推汽缸1動作
(5)當電容傳感器檢測到鋁物料時,推汽缸2動作
(6)當顏色傳感器檢測到材料為某一顏色時,推汽缸3動作
(7)其他物料被送到SD位置時,推汽缸4動作
(8)汽缸運行應有動作限位保護
(9)下料槽內無下料時,延時后自動停機
二、控制系統
1、PLC選型
根據上述要求可知該系統需要18個輸入,6個輸出,通過預算和了解,該設計采用的是奧越信CPU224A+221-1BF22。
2、I/O分配表

三、總結
物料分揀采用可編程控制器PLC進行控制,能連續、大批量地分揀貨物,分揀誤差率低且勞動強度大大降低,可顯著提高勞動生產率。而且,分揀系統能靈活地與其他物流設備無縫連接,實現對物料實物流、物料信息流的分配和管理。其設計采用標準化、模塊化的組裝,具有系統布局靈活,維護、檢修方便等特點,受場地原因影響不大。同時,只要根據不同的分揀對象,對本系統稍加修改即可實現要求。
標簽:
![]()
上一篇:根據反應爐加熱工藝過程,編...
下一篇:英威騰推出新能源客車空調水...
中國傳動網版權與免責聲明:凡本網注明[來源:中國傳動網]的所有文字、圖片、音視和視頻文件,版權均為中國傳動網(www.hysjfh.com)獨家所有。如需轉載請與0755-82949061聯系。任何媒體、網站或個人轉載使用時須注明來源“中國傳動網”,違反者本網將追究其法律責任。
本網轉載并注明其他來源的稿件,均來自互聯網或業內投稿人士,版權屬于原版權人。轉載請保留稿件來源及作者,禁止擅自篡改,違者自負版權法律責任。
產品新聞
更多>
2025-06-16

2025-06-09

2025-06-06

2025-05-19

2025-04-30

2025-04-11












 網站客服
網站客服 粵公網安備 44030402000946號
粵公網安備 44030402000946號