


故障一
出現在配有 FANUK 7M系統的XK715數控銑床的Z軸上。在控制系統給出運動指令過后,Z軸緩慢加速產生的振動也由小而大,最后產生猛烈的竄動,報警而停機。報警號往往是 05、07,出現動態偏差過大和急停。檢查機床導軌、鑲條、絲杠及聯軸器等機械元件無卡堵現象,導軌潤滑良好,電動機控制板及有關電器的工作狀態、測速機兩線間的電阻均沒有發現明顯問題。最后拆開測速機檢查時才發現了問題所在。下圖是該測速機換向器的展開示意圖。
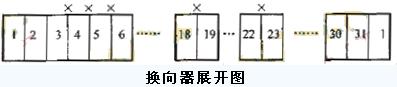
正常時,其兩換向片之間電阻約為31W左右,我們逐片測試,查出3、4、5、6片之間兩兩不通,18、19、22、23片之間也不通,可以判定轉子中有好幾個線圈斷路,機床故障由此引起。因為有斷路,反饋電壓就會時有時無,指令電壓和反饋電壓的差值就會忽高忽低,造成電動機時快時慢,經閉環控制后,就會加大故障,使Z軸產生猛烈竄動,造成動態偏差過大引起報警、急速停機。更換測速機轉子,修整碳刷后故障消除。
故障二
出現在辛辛那提1212U數控車床主軸上,其主軸驅動是美國Reliane的產品。在控制系統發出100r/min的指令后,主軸在110±3r/min的范圍內運行,正常情況下,主軸此時應以100±1r/min的速度運轉幾分鐘到幾小時不等。過后,聽到主軸減速造成的齒輪聲,主軸轉速逐步降低到 92±3r/min相對穩定運行一段時間后,主軸又逐步加速到先前的110±3r/min的速度,過后又會回到92±3r/min。如此循環往復,現象很奇怪。對此我們作了大量的檢查,除機械、電氣外,還作人工模擬檢查,但總找不到問題,甚至一段時間認為這不太影響粗加工和精加工的精度而任其自然。然而涉及到精加工,問題就無法回避了。由于拆裝困難,最初我們只能觀察碳刷和換向器的磨合狀態。換向器表面光滑無放電痕跡,測速機引出兩線間電阻基本正常,故認為測速機沒有問題。實在檢查不出原因后,只好費勁地將主軸電動機從機床上拆下,打開測速機內部進行檢查,發現了問題。其換向器展開圖類似于前圖,換向片為 33片。據測量大多數換向片之間電阻為5.4W左右,但1~2、2~3、3~4、4~5、5~6、6~7片間的電阻卻分別為0.7、0.9、0.6、0.8、0.7、4.9W:17~18、18~19、19~20、20~21、21~22、22~23片間的電阻卻分別為4.0、3.0、3.1、3.0、3.9、4.8W。說明存在程度不等的短路現象,并且阻值還不穩定。所以我們仔細清潔和處理了換向器,使片間電阻恢復到5.4±0.2W左右。重新裝配好后,再看不到因電阻變化、電壓變化造成轉速漂移,更聽不見速度變化所造成的齒輪撞擊聲了。
更多了解請參考::“機床行業”






























 網站客服
網站客服 粵公網安備 44030402000946號
粵公網安備 44030402000946號