


1.某數控車床主軸在點動時往返擺動,停車時產生很大的響聲。檢查主軸電動機、主軸箱均正常。測量主軸驅動裝置的工作電壓時,發現士20V DC的紋波竟然達到4V峰峰值。排除方法:更換直流電源板中的100μF和1000μF的濾波電容后,主軸往返擺動崖故障排除。
檢查啟動、停車的過渡時間電位器和增益電位器時,發現1t位器的調節箭頭位置與隨機圖紙中的箭頭位置不符。啟動、偌車的過渡時間由圖紙上的15s變成了10s,增益電位器的箭頭創錯誤位置使增益值比圖紙上的增益參考值高了許多。該機床主軸電動機功率為56kW,由于啟動、停車的過渡時間比正常合時間縮短了1/3,主軸電動機的機械慣性作用在齒輪上產生很少的聲響,并使齒輪受損。增益過大使得超調嚴重,加上啟動、停車的過渡時間減小,加劇了主軸機械的聲響。排除方法:按圖紙中的箭引位置重新調整,故障排除。
2.某加工中心采用直流主軸電動機、邏輯無環流可逆調z系統。當用M03指令啟動時有“咔、咔”的沖擊聲,電動機換上有輕微的火花,啟動后無明顯的異常現象;用M05指令使主車停止運轉時,換向片上出現強烈的火花,同時伴有“叭、叭”的方電聲,隨即交流回路的保險絲熔斷。火花的強烈程度與電動機轉速有關,轉速越高,火花越大,啟動時的沖擊聲也越明顯。用急停方式停止主軸,換向片上沒有任何火花。
該機床的主軸電動機有兩種制動方式:①電阻能耗制動,只用于急停。②回饋制動,用于正常停機(M05)。主軸直流電動機驅動系統是一個邏輯無環流可逆控制系統,任何時候不允許正、反兩組晶閘管同時工作,制動過程為本橋逆變—電流為零—他橋逆變制動。根據故障特點,急停時無火花,而用M05時有火花,說明故障與逆變電路有關。他橋逆變時,電動機運行在發電機狀態,導通的晶閘管始終承受著正向電壓,這時晶閘管觸發控制電路必須在適當時刻使導通的晶閘管受到反壓而被迫關斷。若是漏發或延遲了觸發脈沖,己導通的晶閘管就會因得不到反壓而繼續導通,并逐漸進入整流狀態,其輸出電壓與電動勢形成順極性串聯,造成短路,引起換向片上出現火花、熔絲熔斷的故障。同理,啟動過程中的整流狀態,若漏發觸發脈沖,己導通的晶閘管會在經過自然換向點后自行關斷,這將導致晶閘管輸出斷續,造成電機啟動時的沖擊,因此,本故障是由晶閘管的觸發電路故障引起的。
3.某加工中心主軸在運轉時抖動,主軸箱噪聲增大,影響加工質量。經檢查,主軸箱和直流主軸電動機正常,為此把檢查轉移到主軸電動機的控制系統上來。
經測試,速度指令信號正常,而速度反饋信號出現不應有的脈沖信號,問題出在速度檢測元件即測速發電機上。當主軸電動機運轉時,帶動測速發電機轉子一起運轉,這樣酒速發電機輸出正比于主軸電動機轉速的直流反饋電壓。經檢查,測速發電機碳刷完好,但換向器因碳粉堵塞,而造成一繞組斷路,使得測速反饋信號出現規律性的脈沖,導致速度調節系統調節不平穩,使驅動系統輸出的電流忽大忽小,從而造成電動機軸的抖動。排除方法:用酒精清洗換向器,徹底消除碳粉,即可排除故障。
4.AC200S交流主軸驅動電動機不轉。AC200S是矢量控制晶體管正弦波PWM的主軸驅動裝置,由帶冷卻的風扇和電容器的韌架,主軸驅動裝置,電源和再生電路及裝配有編碼器的主軸電動機組成。當出現主軸電動機不轉的故障時,可采用如下圖所示的流程圖來檢查。當出現主軸電動機不轉的故障時,可采用如下圖所示的流程圖來檢查。
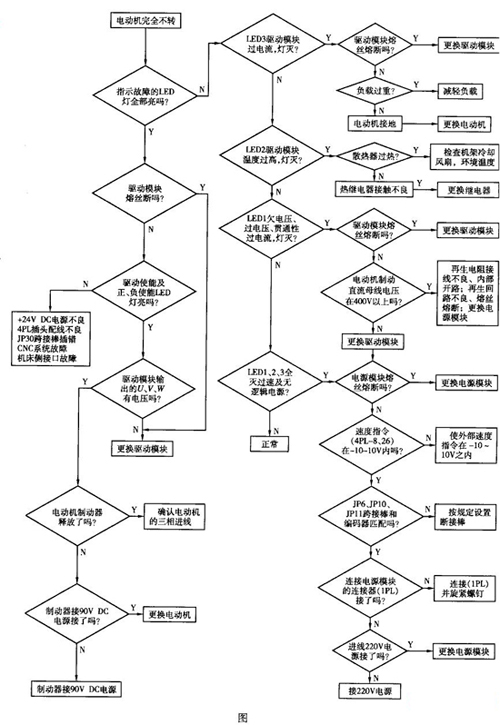
其中,LED1、LED2、LED3為驅動模塊面板上的報警指示燈;4PL為數控系統與驅動模塊連接用的37芯插座,其中8和26腳為速度指令信號;1PL為驅動模塊和電源模塊連接用插座;JP6、JP10和JP11是不同規格編碼器設置的跨接棒;JP30為是否帶輔助功能模塊的跨接棒。
伺服系統通討電機與運動部件直接相連,是強弱電的綜合部位,也是故障的高發區。這一部分相互關系錯綜復雜,系統所給出的故障判斷信息一般都是故障對系統所產生的影響,并不能完全給出故障部位。這就需要提高維修人員的理論水平和故障綜合判斷能力,進行日常工作經驗的積累和總結。其中,LED1、LED2、LED3為驅動模塊面板上的報警指示燈;4PL為數控系統與驅動模塊連接用的37芯插座,其中8和26腳為速度指令信號;1PL為驅動模塊和電源模塊連接用插座;JP6、JP10和JP11是不同規格編碼器設置的跨接棒;JP30為是否帶輔助功能模塊的跨接棒。






























 網站客服
網站客服 粵公網安備 44030402000946號
粵公網安備 44030402000946號